 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtCaso applicativo del sistema di controllo del tornio rotativo AC80 Soluzione
Caso applicativo del sistema di controllo del tornio rotativo AC80 Soluzione

Caratteristiche e vantaggi
Ogni anno la domanda di legno continua a crescere, mentre le risorse naturali scarseggiano, quindi l'utilizzo integrato ed efficiente delle risorse di legno è diventato uno dei problemi più importanti nella produzione di attrezzature per la lavorazione del legno.
1. Situazione attuale delle attrezzature per la lavorazione del legno
Attualmente, i produttori di compensato adottano la tradizionale macchina per il taglio del legno rotondo con centratura delle schede durante la produzione dell'impiallacciatura. Questo tipo di metodo di produzione è di elevata precisione e buona qualità. Tuttavia, a causa della presenza della scheda centrale, quando il diametro del tronco di taglio rotante è inferiore a 200 mm, la macchina per il taglio del legno rotondo con centratura della scheda non può continuare la lavorazione. Quando il diametro del legno tondo è piccolo, la rigidità del legno tondo diminuisce e la qualità dell'impiallacciatura diminuisce. Se scartiamo l'anima di legno rimanente o la trasformiamo in pannelli per falegnameria, ciò causerà un grande spreco di materie prime, aumentando così il costo di produzione dell'impiallacciatura. Pertanto, i produttori utilizzano comunemente un tornio rotativo per legno rotondo non cardato per sbucciare l'anima di legno rimanente, in modo che la materia prima possa essere completamente utilizzata.
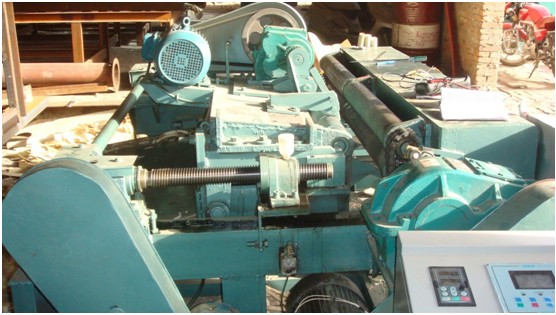
2. Principio di funzionamento del tornio rotativo a tronchi rotondi non cardati
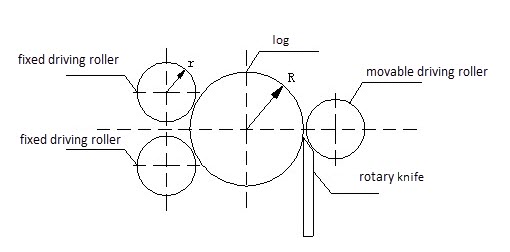
Il tronco ruota, azionato dalla rotazione di due rulli fissi e da una rotazione del rullo mobile che produce potenza di pelatura. Il cuscinetto centrale di rotazione del rullo mobile e la taglierina rotante sono relativamente fissi e si muovono insieme, in modo che il coltello per sbucciare possa staccare l'impiallacciatura dal tronco.
Lo spessore dell'impiallacciatura è controllato dalla velocità di movimento del coltello rotante e dallo spazio tra il rullo mobile e il coltello sbucciatore. La distanza tra il rullo mobile e il coltello rotante è relativamente fissa e può essere regolata tramite il dispositivo di regolazione della distanza tra le lame. Lo spazio dipende dallo spessore del foglio di impiallacciatura e la velocità di movimento del coltello rotante è controllata dalla velocità del motore del sistema di controllo. Pertanto, la velocità di movimento della taglierina rotativa determina indirettamente lo spessore dell'impiallacciatura.
Possiamo vedere dall'immagine qui sotto: la velocità di rotazione del rullo motore è costante, vale a dire la velocità lineare di rotazione del tronco è costante. Con il cambiamento del diametro del tronco, cambia anche la velocità angolare del tronco, vale a dire anche il tempo di rotazione necessario per un cerchio cambia di conseguenza, quindi la velocità di movimento della taglierina rotante è un valore variabile, una relazione non lineare.
Il controllo del tornio rotativo tradizionale senza scheda adotta principalmente il metodo di controllo della frequenza del regolatore elettromagnetico serie 2T che modifica la tensione di ingresso del controller tramite la manopola di regolazione manuale o la regolazione della curva della camma per modificare la velocità del motore. L'errore di spessore del rivestimento in questa modalità di controllo è fino a 1 mm. Pertanto, è particolarmente importante progettare un sistema di controllo del tornio rotante in grado di controllare accuratamente la velocità di movimento della taglierina rotante per ottenere un controllo preciso dello spessore dell'impiallacciatura. Le idee progettuali di base del sistema di controllo del tornio rotante sono: A. Stabilire un modello matematico accurato. B. Assumere il sistema di controllo della velocità originale per ottenere un controllo preciso della velocità.
3. Sistema di controllo del tornio rotativo Veichi
Basato sul principio di funzionamento del tornio rotativo, Veichi Electric ha sviluppato in modo indipendente un sistema di controllo applicabile a vari tipi di torni rotativi sul mercato. Soddisfa molti produttori e requisiti di automazione e apparecchiature di taglio CNC. Attraverso le applicazioni pratiche in diverse province come Shandong, Hebei, Guangxi, Jiangxi e altri luoghi, il sistema di controllo dei torni rotativi Veichi ha ricevuto molti feedback positivi.
Il sistema di controllo del tornio rotativo Veichi adotta il convertitore di frequenza di controllo vettoriale ad alte prestazioni AC80 e un controller dedicato per lo scopo del tornio rotativo. AC80 adotta i chip DSP TI di ultima generazione e un innovativo design a tre core, caratterizzato da un funzionamento ad altissima velocità. Velocità di risposta della coppia di 20 ms, errore di precisione a stato stazionario = 3%, rapporto di velocità fino a 1: 200, errore di precisione a velocità costante è ±0,2% e la coppia di uscita è pari al 180% della coppia nominale a 0,5 Hz.
Vantaggi tecnici dell'AC80 utilizzato per il controllo del tornio rotativo
1. In base ai complessi oggetti di taglio, il VFD monofase AC80 offre un'elevata coppia di avviamento garantendo che il motore abbia una forza di taglio forte ma uniforme a bassa velocità. Garantisce inoltre un arresto e un riavvio fluido e rapido del coltello pelapatate.
2. La capacità di calcolo dinamico ad alta velocità in tempo reale garantisce che lo spessore del rivestimento sia sempre mantenuto al valore impostato, con un errore inferiore a ± 0,1 mm in condizioni normali di taglio rotativo. Per alcune apparecchiature meccaniche con ottima lubrificazione e processo di connessione preciso, l'errore di spessore è limitato entro ± 0,05 mm.
3. Capacità di frenatura di decelerazione superiore per garantire la richiesta di parcheggio istantanea della torretta.
4. Forte adattabilità. In base alle caratteristiche in loco del tornio rotante, AC80 è stato progettato con un ampio intervallo di tensione operativa. Mantiene una coppia di uscita costante in caso di fluttuazioni di tensione e può far funzionare normalmente il tornio per la lavorazione del legno al 60% della tensione nominale. Questa tecnica è particolarmente efficace per ambienti con reti povere.
5. Ampia gamma di velocità regolabile, velocità di taglio rotativa elevata, alta efficienza, che soddisfa i requisiti delle occasioni di produzione di impiallacciatura ad alta velocità.

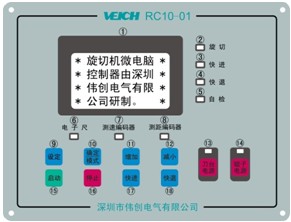
Caratteristiche del controller del tornio rotativo Veichi
1. Utilizzando il codificatore rotante come sensore di distanza, la precisione di misurazione è fino a 0,01 mm.
2. Utilizzando il codificatore rotativo per misurare la velocità effettiva del rullo, si evitano errori di spessore dell'impiallacciatura causati dall'instabilità della tensione di griglia.
3. Vari tipi di combinazioni di sensori tra cui gli utenti possono scegliere. Che si tratti di encoder singoli o doppi, il piede elettrico può funzionare in modo stabile, in modo da soddisfare al massimo i requisiti applicativi di vecchi e nuovi clienti.
4. Adotta un display LCD di alto livello con un'interfaccia utente più ricca che visualizza lo stato di funzionamento in tempo reale.
5. Fornisce vari tipi di modalità operative per ottenere il processo di pelatura automatica, garantendo efficacemente la sicurezza personale degli operatori.
6. L'alimentatore switching integrato rende il sistema più stabile con una maggiore capacità anti-interferenza.
4. Conclusione
Il sistema di controllo del tornio rotativo Veichi semplifica la struttura meccanica della tradizionale macchina per la lavorazione del legno, elimina gli errori dovuti all'usura e migliora l'efficienza di taglio e l'efficienza di utilizzo del tronco. Poiché è ampiamente utilizzato in molte aree con migliaia di casi applicativi di successo, ha guadagnato un'ottima reputazione nel settore della lavorazione del legno.













 Lasciate un messaggio
Lasciate un messaggio