 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtApplicazione del VFD servomandrino Veichi AC100-C su macchina utensile Soluzione
Applicazione del VFD servomandrino Veichi AC100-C su macchina utensile Soluzione

Caratteristiche e vantaggi
Questa soluzione dimostra che Veichi AC100-C fornisce una soluzione professionale per macchine utensili.
1. Panoramica
Con il continuo sviluppo della scienza e della tecnologia, l'industria delle macchine utensili si sta sviluppando in una direzione precisa, ad alta velocità e integrata. Il mandrino è lo strumento principale che guida direttamente il pezzo da tagliare. Pertanto, la precisione del mandrino influisce direttamente sulla precisione dei pezzi e sulla rugosità superficiale. Inoltre, determina direttamente l'efficienza di taglio.
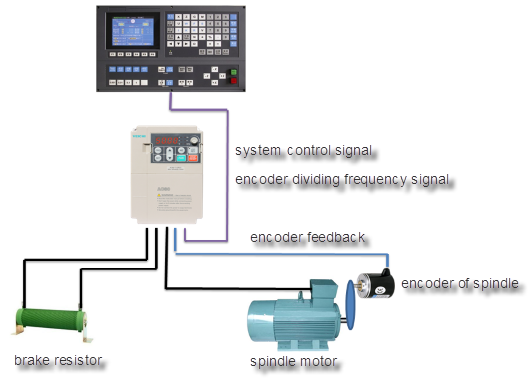
2. Schema di sistema
Questa soluzione racconta l'applicazione pratica dell'azionamento CA servomandrino Veichi AC100-C sul mandrino del tornio. Come unità di azionamento del mandrino principale, AC100-C funziona insieme al sistema CNC Guangshu 928TA2 in base al segnale fornito per ottenere il controllo della posizione del mandrino e il controllo della velocità, in modo che le procedure di tornitura, foratura e altre procedure di lavoro possano essere completate sulla stessa macchina utensile. /p>
a. Processo tecnologico
(1) Avviare la macchina utensile, serrare il mandrino, il sistema CNC fornisce un segnale di controllo analogico della velocità, il mandrino ruota ad alta velocità, l'utensile del tornio entra nella stazione e quindi entra nella procedura di tornitura.
(2) Al termine della lavorazione, il sistema CNC commuta il segnale per modificare la modalità di controllo della velocità in modalità di controllo della posizione. Quindi il pezzo ruota fino all'angolo definito, la testa motrice inizia a forare nella stazione.
(3) Eseguire il posizionamento e la foratura del nido di 5 angoli in sequenza.
(4) Una volta completata la perforazione, passare alla modalità velocità per eseguire il processo di rotazione per la seconda volta.
(5) Una volta terminato il processo di tornitura, allentare il mandrino e quindi spegnere la macchina.
b. Diagramma del telaio del sistema
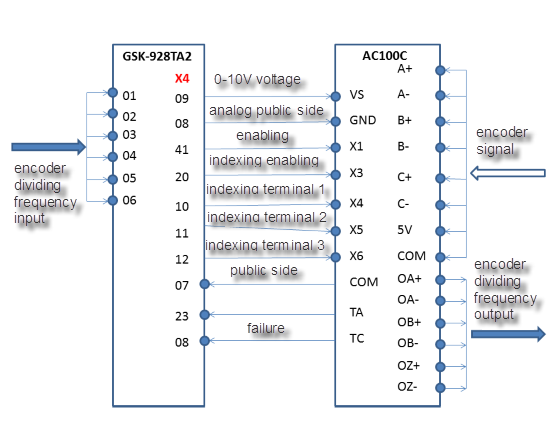
c. Cablaggio I/O
3. Metodo di debug
a. Passaggi di debug
(1) Immettere i parametri della targa del motore F5.00-F5.11.
(2) Assicurarsi che il rapporto di trasmissione e il rapporto di trasmissione tra motore ed encoder siano conformi alla modalità di installazione dell'encoder, quindi inserire il rapporto in F5.19, quindi impostare la risoluzione dell'encoder su 1024.
(3) Impostare F5.12 sul valore 1 per avviare l'autoapprendimento.
(4) Immettere il codice funzione del terminale di ingresso e uscita per conferma.
(5) Convertire l'angolo nel valore corretto dell'encoder e quindi inserirlo in F9.06-F9.011. Se non si conosce l'angolo preciso, ruotare manualmente l'asse per rilevare il valore di feedback dell'encoder, quindi inserirlo in F9.06-F9.11.
(6) In base all'effetto di posizionamento, regolare i parametri del loop di posizione F9.03, F9.04.
b. Impostazioni dei parametri
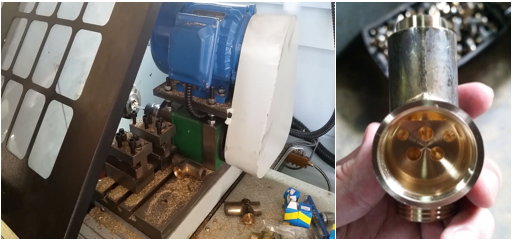
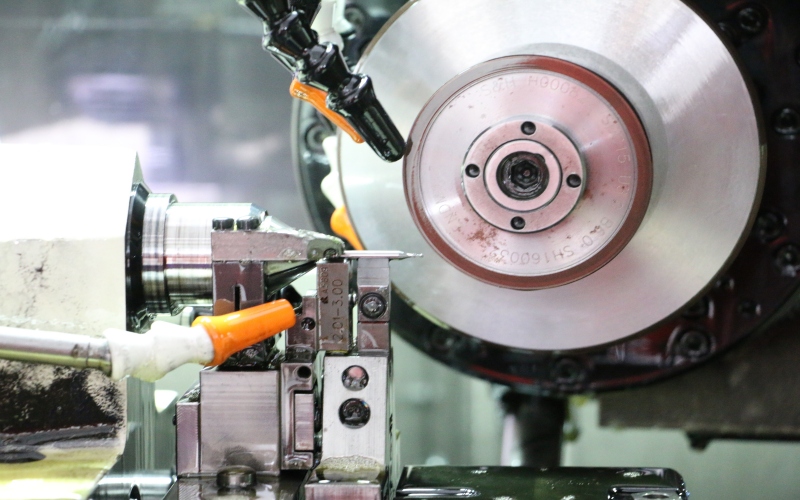
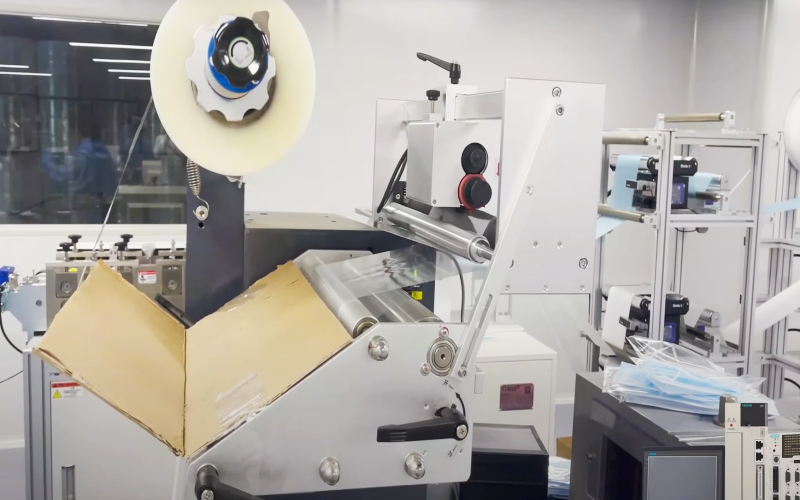
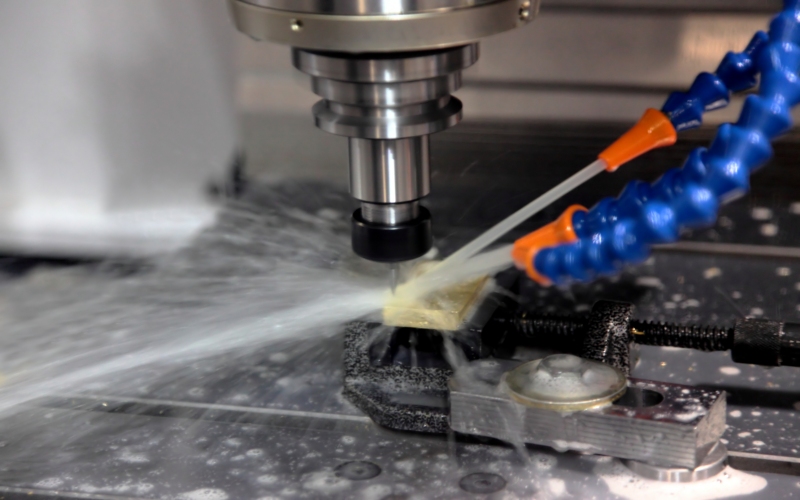
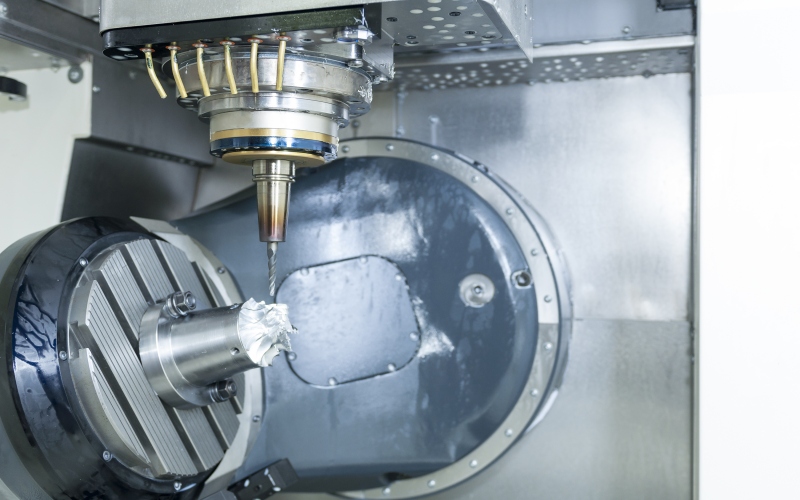
4. Foto sulle applicazioni pratiche
5. Caratteristiche principali di Veichi AC100-C
a. Ha un'eccezionale coppia a bassa frequenza e una debole capacità magnetica che lo rendono disponibile per soddisfare vari requisiti di velocità del mandrino della macchina utensile.
b. Presenta una risposta rapida in accelerazione e decelerazione e tempi di posizionamento brevi che migliorano notevolmente l'efficienza lavorativa della macchina utensile.
c. La precisione del controllo del posizionamento è piuttosto elevata e la deviazione del posizionamento è compresa tra ±1 impulso dell'encoder.
d. La funzione di trasporto casuale riduce efficacemente le vibrazioni e il rumore della macchina utensile.
E. L'elevata funzione di protezione lo rende adatto per l'applicazione in vari tipi di condizioni di lavoro severe.
f. Ti aiuta a risparmiare molto sui costi rispetto al servoazionamento magnetico permanente CA.
|
Codice funzione |
Imposta valore |
Osservazioni |
Codice funzione |
Imposta valore |
Osservazioni |
|
F0.02 |
1 |
Controllo del terminale |
F9.06 |
300 |
Posizione direzionale 1 |
|
F0.03 |
2 |
VS donare |
F9.07 |
600 |
Posizione direzionale 2 |
|
F2.00 |
1 |
Correre |
F9.08 |
900 |
Posizione direzionale 3 |
|
F2.02 |
49 |
Abilita posizionamento |
F9.09 |
3300 |
Posizione direzionale 4 |
|
F2.03 |
50 |
Posizionamento terminale 1 |
F9.10 |
3600 |
Posizione direzionale 5 |
|
F2.04 |
51 |
Posizionamento terminale 2 |
F9.11 |
3900 |
Posizione direzionale 6 |
|
F2.05 |
52 |
Posizionamento terminale 3 |
F9.03 |
3.5 |
Posizione loop 1 |
|
F5.16 |
1024 |
Numero riga del codificatore |
F9.04 |
4 |
Loop di posizione 2 |
|
F5.19 |
1.12 |
Rapporto di trasmissione |
F9.00 |
3 |
Seleziona la direzione |













 Lasciate un messaggio
Lasciate un messaggio