 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtApplicazione di VEICHI AC300 nel sistema di controllo della trasmissione sincrona
Panoramica
Con il continuo sviluppo della società e il rapido progresso della scienza e della tecnologia, sempre più situazioni di lavoro meccanico devono essere controllate in modo sincrono. Al fine di migliorare l'efficienza produttiva, i moderni processi di produzione e lavorazione sono automatizzati e continui. Pertanto, l'affidabilità, l'economia, il rapporto di velocità e le prestazioni di sincronizzazione del motore di azionamento rappresentano requisiti più elevati. Attualmente, esiste un controllo sincrono comune nei settori tessile, macchinari, fibre chimiche, acciaio, energia elettrica, carta, alimentare, chimica, petrolio, legno e altri. VEICHI inverter ha rilevanti casi applicativi di successo in questi settori. Di seguito sono riportate alcune semplici applicazioni correlate.
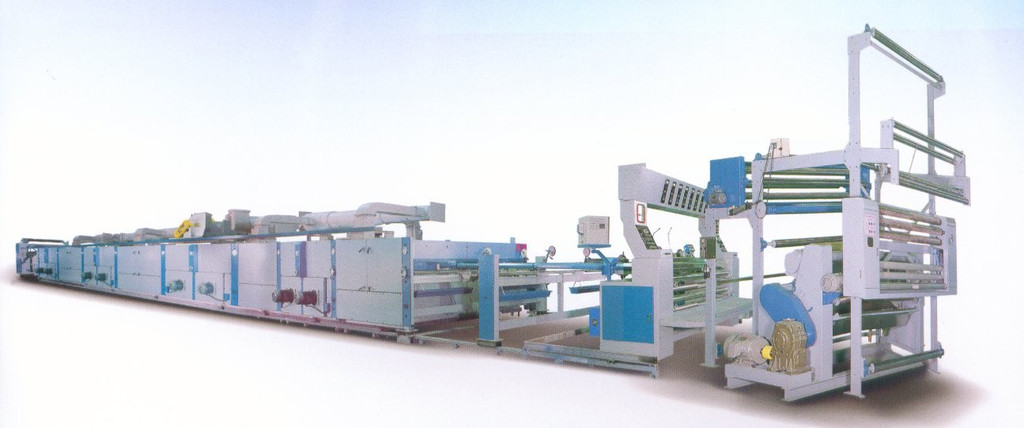
Applicazione dell'inverter AC300 nel controllo sincrono della macchina formatrice
1. Il principio di funzionamento della macchina di impostazione
Il tessuto non sagomato viene inserito nella macchina tramite l'estrattore piatto e la macchina attacca automaticamente le due estremità del tessuto alla tavola degli aghi. Entrambe le estremità della tavola dell'ago entrano nel forno con la fase di funzionamento meccanico, il forno viene riscaldato elettricamente e la ventola viene accesa. Dopo diversi forni consecutivi a temperatura costante con sezioni a temperatura diversa, dopo essere entrati nella coda, dopo il raffreddamento e l'elettricità statica, l'altalena cade nel tessuto e il tessuto diventa fresco e bello.
2. La composizione della macchina modellatrice e il ruolo di ciascuna parte
La macchina modellante è composta principalmente da cinque parti: una parte di alimentazione, un alimentatore di trama, una catena, un forno e un dispositivo di distribuzione del tessuto.
(1) Caricamento parte
La struttura è relativamente semplice, composta da una vasca e un rullo. Il panno entra nella vasca, trasporta il materiale chimico, quindi preme il materiale chimico in eccesso attraverso il rullo per pulirlo. Pertanto, il materiale chimico sul panno è molto uniforme, il che è un prerequisito per ottenere un panno per lo styling di alta qualità. Va notato qui che è necessario prestare sempre attenzione al fatto che la pressione sui lati sinistro e destro del rotolo sia coerente. In caso contrario, il lato con pressione minore verrà caricato di più, mentre il lato con pressione maggiore avrà meno materiale e il tessuto presenterà problemi di qualità incoerente.
(2) Alimentatore di trama
L'allineatore di trama sulla macchina fissa è l'allineatore di trama fotoelettrico Mahlo RFMC94H. Ci sono quattro serie di sensori sull'allineatore di trama fotoelettrico Mahlo. Ogni sensore è composto da due parti, illuminante e sensibilizzante. La parte di azione adotta un sistema idraulico. Quando il segnale della dimensione inclinata viene ritrasmesso alla scheda di controllo, la scheda di controllo emetterà un comando per azionare il sistema idraulico per regolare l'angolo del rullo curvo o del rullo dritto per correggere la trama. Nello specifico: quando il centro del telo è diverso dai due lati, il rullo curvo si muoverà; quando c'è una differenza tra sinistra e destra, il rullo dritto si sposterà.
Alimentatore
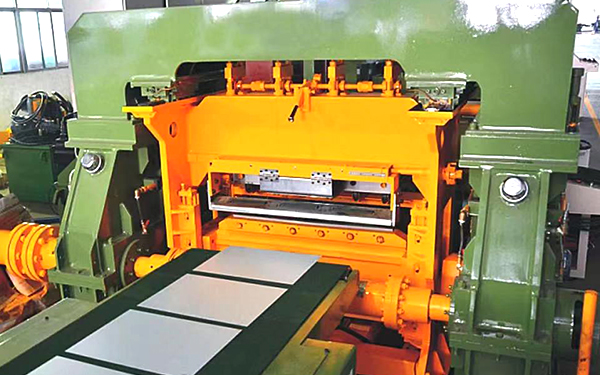
(3) Parte catena
La ramosa sulla macchina di posizionamento è prodotta dalla catena. La catena della macchina per l'impostazione è azionata dal motore ad alta potenza vicino al tessuto che cade. La catena è dotata di una placca ago. Quando il tessuto entra nella catena, il tessuto viene premuto dalla ruota della spazzola sulla ruota di pressione. Sul piccolo ago sulla tavola, la stoffa può entrare nel forno sotto la spinta di due colonne di catenelle. Questo tipo di arcarecci della macchina è diverso dagli altri stereotipi. Può controllare la trazione di ciascun ago per ottenere buoni risultati. Alcune macchine di impostazione non possono regolare gli aghi. Di forma rettangolare o trapezoidale.

Parte della catena
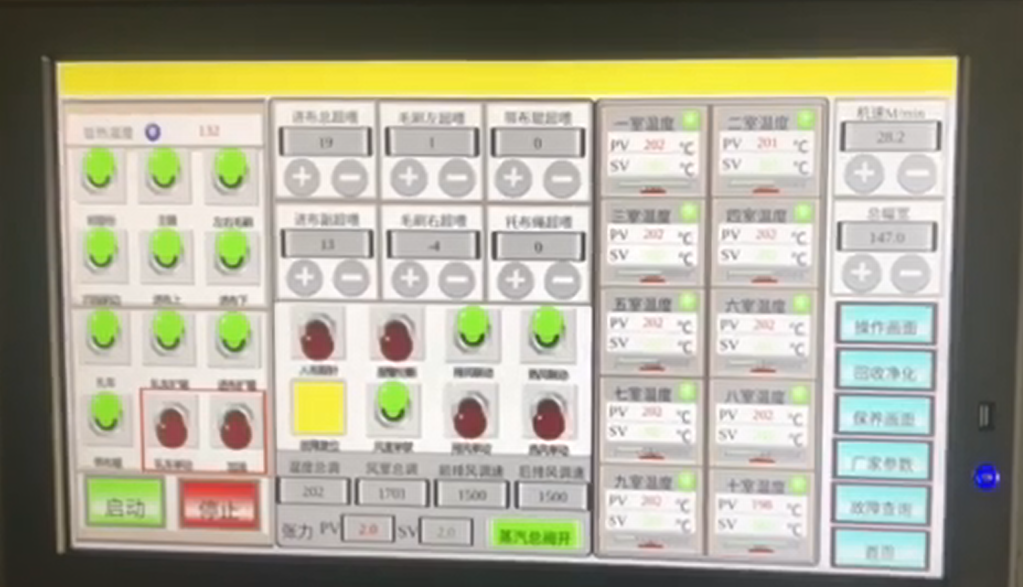
(4) Corpo del forno
La macchina per l'impostazione ha otto serie di forni e l'aria viene continuamente spruzzata sulla superficie del tessuto dai fori sottili sul telaio del getto a forma di stella sotto l'azione della ventola di circolazione. Dopo che l'aria calda entra in contatto con il panno bagnato, la temperatura diminuisce e l'umidità aumenta, viene scaricata dal grande foro nel telaio del getto a forma di stella, passa attraverso la rete del filtro e quindi viene fatta circolare continuamente dallo scambiatore di calore. Lo scambiatore di calore si trova sotto il filtro e il carbone caldo è olio caldo. Lo scambiatore di calore ha molte alette sottili per un efficiente scambio di calore.
(5) Dispositivo di caduta e avvolgimento del tessuto
La macchina fissatrice può essere disposta in due modi, a seconda delle esigenze produttive, sotto forma di telo o di rotolo. Entrambe le modalità sono azionate dal motore per azionare la catena. Quando il tessuto viene utilizzato per estrarlo, la stabilità della tensione del tessuto deve essere elevata e il tessuto deve passare attraverso un rullo guida di regolazione della tensione controllato dal cilindro pneumatico. Nel caso di un telo di tipo tessuto, non è necessario che il tessuto passi attraverso il rullo di regolazione della tensione per passare attraverso una guida fissa.
Dispositivo caduta tessuto e avvolgitore
3. La macchina fissatrice può essere disposta in due modi, a seconda delle esigenze produttive, sotto forma di telo o di rotolo. Entrambe le modalità sono azionate dal motore per azionare la catena. Quando il tessuto viene utilizzato per estrarlo, la stabilità della tensione del tessuto deve essere elevata e il tessuto deve passare attraverso un rullo guida di regolazione della tensione controllato dal cilindro pneumatico. Nel caso di un telo di tipo tessuto, non è necessario che il tessuto passi attraverso il rullo di regolazione della tensione per passare attraverso una guida fissa.
Nel caso di un telo di tipo tessuto, non è necessario che il tessuto passi attraverso il rullo di regolazione della tensione per passare attraverso una guida fissa
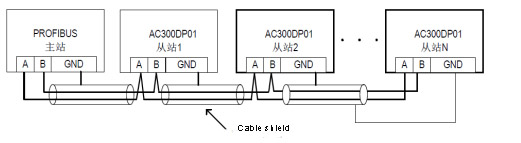
4. Per garantire la sincronizzazione di ciascun motore, determinare il rapporto di trasmissione meccanica, pianificare ciascuna associazione di trasmissione, l'inverter sotto forma di slave e il computer host attraverso la modalità di comunicazione (MODBUS 485 o Profibus DP) e inviare il comando di marcia e la frequenza data. L'eccellente capacità di risposta del nostro inverter AC300 può rispondere rapidamente al comando impartito dal computer host, garantendo così la sincronizzazione della macchina.

Inverter AC300
Impostazione dei parametri (MODBUS 485): l'impostazione dei parametri è semplice, veloce e conveniente!
Impostazione dei parametri (PROFIBUS DP): puoi utilizzare il PZD1 predefinito configurando il nostro file GSD in DP!
| Numero della funzione e valore dell'impostazione | Nome della funzione | Numero della funzione e valore dell'impostazione | Nome della funzione |
| F00.02=2 | Esegui il comando dato 485 | F00.03=6 | Frequenza data 485 |
| F13.00=1 | Selezione dello slave | F13.01 | Indirizzo di comunicazione 485 |
| F13.02 | Velocità di trasmissione della comunicazione | F13.03 | Formato dati MODBUS |
| Numero della funzione e valore dell'impostazione | Nome della funzione | Numero della funzione e valore dell'impostazione | Nome della funzione |
| F00.02=2 | Esegui il comando fornito | F00.03=6 | Frequenza data |
| F13.00=1 | Selezione dello slave | F13.27 | Indirizzo di comunicazione DP |
L'impostazione dei parametri è semplice, veloce e comoda
Applicazione dell'inverter AC300 nel controllo sincrono di macchine composite
1. Panoramica
Il composito TPU è un materiale composito di film composito in TPU su vari tessuti, combinando le caratteristiche dei due per ottenere un nuovo tessuto. Il TPU può essere formato in una pellicola mediante scorrimento, pellicola soffiata, calandratura o rivestimento. Presenta i vantaggi di buona elasticità, tenacità, resistenza all'usura, buona resistenza al freddo, protezione ambientale e non tossicità. Ci sono molte piccole fabbriche in Cina, la maggior parte delle quali sono pellicole in TPU acquistate da fabbriche di pellicole esterne e completano solo il processo di incollaggio. Dopo il processo post-incollaggio, è necessario aggiungere nuovamente la pellicola in TPU ad alta temperatura e alta pressione. Se il processo viene controllato in modo improprio, si causeranno danni alla pellicola, anche piccoli fori. La conversione di frequenza può controllare la velocità del motore, in modo che possa rallentare fino all'alta velocità nel processo di produzione quando viene applicata la colla. Quando la pellicola non è uniforme in un determinato collegamento, il terminale può essere controllato per accelerare e decelerare per raggiungere la velocità del motore e migliorare la qualità e l'efficienza del prodotto composito in TPU.
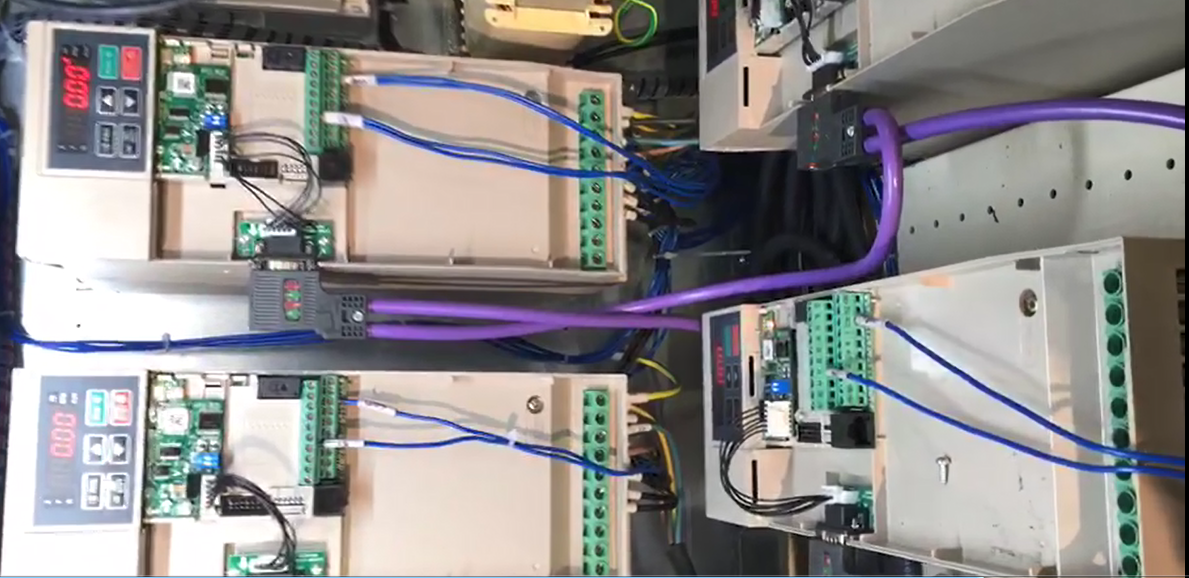
2. Il set completo di attrezzature e principio di funzionamento della macchina per punto colla
L'intero set di macchine per punto colla è generalmente composto da 10 set di motori di controllo, corpo principale, incollaggio, arricciatura, apertura, trasporto, raffreddamento ad acqua, trazione, apertura del silicone 1, apertura del silicone 2 e posa della pellicola. Controllando l'avvio sul terminale di controllo, la regolazione totale viene controllata per controllare la velocità dell'intero motore. Quando una pellicola non è uniforme in una determinata sezione, può essere regolata tramite il potenziometro di rifinitura corrispondente al motore, in modo che la frequenza della macchina principale, la colla, l'apertura, il trasporto e la velocità di apertura dell'apertura in silicone 1 e 2 sono coerenti e infine viene realizzata la produzione sincrona del prodotto.

Applicazione dell'inverter AC300 nel controllo sincrono della macchina composita 1

Applicazione dell'inverter AC300 nel controllo sincrono della macchina composita 2

Applicazione dell'inverter AC300 nel controllo sincrono della macchina composita 3
3. Funzioni implementate sulla macchina punto colla
La funzione della macchina per il punto di colla sulla macchina per compositi TPU: l'intero set di motori può essere sincronizzato e viene realizzata la multivelocità, il funzionamento è stabile e la tensione di ciascun film dovrebbe essere coerente. Di seguito sono riportate le caratteristiche di una macchina composita:
(1) Forno di essiccazione speciale ad alta efficienza per migliorare l'efficienza di essiccazione e ridurre il consumo energetico;
(2) Utilizzando un metodo di incollaggio con rulli anilox, rivestimento uniforme;
(3) Realizzare un controllo sincrono preciso e controllo multipunto, facile da usare e manutenere;
(4) La regolazione fine individuale e la regolazione fine totale possono ottenere accelerazione e decelerazione;
Impostazioni dei parametri host:
| La stazione primaria invia i dati all'area PZD | ||
| Comando inverter | Frequenza target dell'inverter | I parametri della funzione inverter cambiano in tempo reale |
| PZD1 | PZD2 | PZD3~PZD10 |
| Area PZD dati di risposta dell'inverter | ||
| Stato dell'inverter | Frequenza di funzionamento dell'inverter | Lettura in tempo reale dei valori dei parametri della funzione inverter |
| PZD1 | PZD2 | PZD3~PZD10 |
Impostazione parametri slave:
| Numero della funzione e valore dell'impostazione | Nome della funzione |
| F00.00=0 o 1 | Per essere coerenti con lo schiavo |
| F00.02=1 | Controllo terminale |
| F00.03=2 | (AI1 dato) potenziometro principale + potenziometro trimmer |
| F00.09=50 | Frequenza massima |
| F00.11=50 | Frequenza limite superiore |
| F00.14 | Tempo di accelerazione (mainframe e slave sono coerenti) |
| F00.15 | Tempo di decelerazione (unità principale e slave sono coerenti) |
| F01.16 | Modalità di accelerazione e decelerazione (unità principale, macchina slave coerente) |
| F02.00=1 | Avanti in corsa |
| F13.00=1 | Imposta come host |
| F13.09=0031 | L'host invia la frequenza di uscita dello slave e il comando di esecuzione e può impostare il comando di invio di esecuzione in base alla situazione reale. |
L'inverter AC300 della nostra azienda ha molte applicazioni nel campo della trasmissione sincrona, ottenendo la sincronizzazione e il collegamento proporzionale tra più motori e presenta i vantaggi di prestazioni ad alto costo, elevata precisione di controllo, risposta rapida delle prestazioni, cablaggio semplice e funzionamento conveniente. Nel settore del controllo industriale per ottenere una buona reputazione. In futuro, forniremo soluzioni di trasmissione sincrona migliori e ci impegneremo nell'applicazione della trasmissione sincrona per offrire ai nostri clienti un migliore senso di utilizzo.
| Numero della funzione e valore dell'impostazione | Nome della funzione |
| F00.00=0 o 1 | Per essere coerenti con l'host |
| F00.02=2 | Controllo della comunicazione |
| F00.03=6 | Comunicazione data |
| F00.04=2 | (AI1 dato) potenziometro bipolare per la regolazione fine della frequenza. Se la velocità dello slave e dell'host non sono coerenti durante la regolazione della velocità, è possibile regolare il potenziometro. |
| F00.05=1 | Imposta il canale A come sorgente di riferimento, la frequenza impostata del canale B = sorgente di riferimento della frequenza del canale B × canale A, valore assoluto della frequenza impostata/frequenza massima), perché è in modalità di sintonizzazione fine, quindi si consiglia di impostare F00.05 su 1, non su 0 |
| F00.06=2 | Modalità combinazione di frequenza canale A+ canale B |
| F00.09=50 | Frequenza massima |
| F00.11=50 | Frequenza limite superiore |
| F00.14 | Tempo di accelerazione (mainframe e slave sono coerenti) |
| F00.15 | Tempo di decelerazione (unità principale e slave sono coerenti) |
| F01.16 | Modalità di accelerazione e decelerazione (unità principale, macchina slave coerente) |
| F13.00=0 | Imposta su schiavo |
| F13.00=1, 2, 3, 4...... | Imposta l'indirizzo dello slave in base al numero di slave |







 Lasciate un messaggio
Lasciate un messaggio