 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtApplicazione degli inverter VEICHI su macchine trafilatrici
Prefazione
La trafilatrice è anche chiamata trafilatrice. La trafilatrice è un'attrezzatura meccanica ampiamente utilizzata nelle applicazioni industriali, viene utilizzata nella produzione di macchinari, nella lavorazione dei metalli, nel settore petrolchimico e della plastica, nel bambù e nei prodotti in legno, nei fili e cavi e in altri settori.
In base al suo utilizzo, la trafilatrice può essere suddivisa in macchina per trafilatura di filo metallico (per la pre-lavorazione di prodotti metallici come parti standard), macchina per trafilatura di filo di plastica (utilizzata nell'industria dei prodotti in plastica per produrre vari cavi, filati pieni o piatti per la lavorazione profonda di poliestere, nylon, polietilene, polipropilene, trucioli di poliestere, ecc.), macchina per trafilatura di bambù e legno (utilizzata nell'industria del bambù e dei prodotti in legno per realizzare bacchette, stuzzicadenti, bastoncini per barbecue, ecc., estrarre la seta di bambù, attrezzatura speciale per il ritrattamento della lana di legno).
La trafilatrice può essere divisa in un tipo diretto e un tipo con serbatoio d'acqua mediante allungamento. Il diametro del filo può essere suddiviso in una trafilatrice di grandi dimensioni, una trafilatrice media, una trafilatrice fine e una microtrafilatrice, ecc. Sono composte da due parti: la trafilatura e il filo. Al fine di migliorare la resa, la qualità e il costo del cavo, la trafilatrice viene generalmente modificata in un controllo di tensione costante a doppia conversione o multi-conversione. Allo stato attuale, la maggior parte del controllo sincrono a frequenza variabile adotta generalmente la modalità di controllo del controller PID esterno. Gli svantaggi di questo metodo sono i seguenti: i parametri di controllo del controller PID sono difficili da eseguire il debug, sono costosi e facili da danneggiare. La grandezza analogica presenta problemi di attenuazione e deriva durante la trasmissione. I costi di manutenzione e manutenzione sono elevati. L'uso dell'inverter per trafilatrici è facile da usare, facile da eseguire il debug ed economico. È una tendenza nell'uso delle macchine per trafilatura. Attualmente, la trafilatrice di VEICHI è venduta bene in tutto il paese e la sua reputazione è molto buona. Ha ottenuto elogi unanimi da vari produttori nel campo delle macchine per trafilatura.

Macchina per trafilatura
Introduzione e principio di funzionamento della trafilatrice
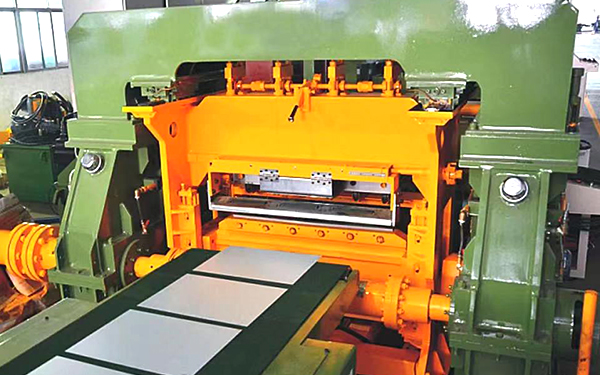
Introduzione della macchina per trafilatura rettilinea
La trafilatrice diretta è una piccola apparecchiatura di produzione continua costituita da una pluralità di teste di trafilatura. Trafilando uno per uno, il filo può essere trafilato a freddo secondo le specifiche richieste in una sola volta, quindi l'efficienza lavorativa è relativamente elevata. Tuttavia, poiché il diametro del filo cambia dopo ogni fase di trafilatura, anche la velocità della linea di lavoro di ciascuna testa di trafilatura dovrebbe essere modificata. Caratteristiche: teste di spiumatura multiple, conversione di frequenza multipla, regolazione PID multipla.
Il principio della trafilatrice rettilinea
(1) Il principio di funzionamento della trafilatrice rettilinea è quello di controllare che il tempo di flusso del metallo di ciascuna bobina sia uguale.
(2) L'usura della filiera di trafilatura, la fluttuazione della velocità del motore , le irregolarità dello spessore del filo e simili vengono rilevate dal sensore di spostamento e l'algoritmo PID viene utilizzato come compensazione della velocità.
(3) La velocità dell'ultima bobina è data come principale e l'altra le bobine sono date dal rapporto di riduzione e dal rapporto di trasmissione.

Il principio della trafilatrice rettilinea
Introduzione alla trafilatrice a serbatoio d'acqua
La trafilatrice con serbatoio d'acqua è anche chiamata trafilatrice a umido e il processo di trafilatura viene eseguito nel serbatoio dell'acqua, che può dissipare efficacemente il calore generato dalla trafilatura del filo di acciaio e dallo scorrimento del filo di acciaio sulla bobina, ed è adatto alla produzione di filo di acciaio di piccole dimensioni.
Il principio di funzionamento della trafilatrice a serbatoio d'acqua
(1) L'host trascina la ruota della torre ed entra nella bocca piccola attraverso la bocca grande dello stampo per completare il processo di ispessimento della linea sottile.
(2) La tensione viene convertita in 0-10 V segnale elettrico tramite un potenziometro collegato al tirante.
(3) La funzione di calcolo del diametro di carica automatica della conversione della frequenza dell'avvolgimento, ovvero, man mano che il filo è sempre più grande, la velocità del filo viene ridotta automaticamente e la tensione la tensione di feedback è combinata con il funzionamento PID per mantenere costante la tensione del filo.

Il principio di funzionamento della trafilatrice a serbatoio d'acqua
Requisiti di processo per inverter per macchine trafilatrici
(1) Coppia a bassa frequenza superiore, risposta dinamica rapida, precisione a stato stazionario ultra stabile e assenza di vibrazioni.
(2) Tutti gli algoritmi di controllo della tensione sono integrati nell'inverter e le funzioni caratteristiche del La macchina per trafilatura è integrata nell'inverter. La funzione di controllo completa della complicata macchina per trafilatura può essere realizzata senza la necessità di circuiti di controllo periferici.
(3) Quando l'host si avvia e si arresta, la disconnessione non è mai consentita. Se si verifica un guasto di disconnessione, è necessario allarmare rapidamente e arrestare l'emergenza.
(4) L'operazione è stabile. Durante il normale funzionamento, la barra del pendolo non può entrare in collisione con i limiti superiore e inferiore e la stessa portata può essere mantenuta contemporaneamente.
(5) Mantenere la linea sincronizzata durante l'arresto e mantenere il rapporto proporzionale della velocità di ciascuna linea in ogni momento.
(6) L'inverter integra più set di parametri speciali della macchina trafilatrice e chiama direttamente i parametri corrispondenti, senza la necessità che il cliente imposti i parametri uno per uno.
Le caratteristiche dell'inverter per trafilatrici AC310, AC200-L
(1) Calcolo automatico unico del coefficiente del diametro del rotolo
Poiché il diametro di avvolgimento della macchina avvolgitrice continua ad aumentare, la frequenza di uscita della macchina avvolgitrice deve essere ridotta continuamente. Gli inverter della serie AC310 e AC200-L sono appositamente dotati di una funzione di calcolo del diametro di avvolgimento per calcolare dinamicamente, in tempo reale e automaticamente il diametro di avvolgimento corrente della macchina riavvolgitrice per ottenere il miglior effetto di riavvolgimento della tensione costante.
(2) Incremento K1 del coefficiente del diametro del rotolo
Durante il processo di esecuzione, quando la barra di bilanciamento della tensione è fuori centro, viene attivata la funzione di calcolo automatico del coefficiente del diametro dell'avvolgimento K1. Per garantire la stabilità della tensione a velocità elevate, medie e basse, le diverse deviazioni di posizione delle aste del pendolo corrispondono a diversi incrementi K1 dei coefficienti del diametro del rullo e i diversi tassi di variazione del diametro del rullo del sistema sono diversi. L'incremento K1 viene regolato per ottenere un calcolo accurato del diametro del rotolo.
(3) Potente metodo di calcolo del diametro della bobina
Per garantire il corretto funzionamento della macchina riavvolgitrice vicino al centro del pendolo, il calcolo automatico del diametro di avvolgimento è una funzione importante. Esistono due metodi di calcolo automatico del diametro dell'avvolgimento in AC310 e AC200-L: metodo della velocità lineare e metodo integrale dello spessore. Ciò garantisce che le prestazioni del controllo della tensione siano più perfette.
(4) Azzeramento diametro rotolo (manuale/automatico)
Alla stessa velocità della linea, la frequenza di uscita della macchina di riavvolgimento a diametro pieno e a diametro vuoto differisce notevolmente. Per sincronizzare la velocità della macchina riavvolgifilo e della linea host, la macchina riavvolgifilo deve eseguire il ripristino del diametro del rotolo quando si cambia il rotolo. Quando si utilizza la funzione di ripristino automatico del diametro del rotolo, il coefficiente K1 del diametro del rotolo viene ripristinato automaticamente dopo ogni arresto. In caso di interruzione di corrente o arresto di emergenza, è necessario utilizzare la funzione di ripristino manuale del diametro della bobina, ovvero il terminale multifunzione esterno è definito come terminale di ripristino del diametro della bobina.
(5) Compensazione dell'attrito
Il modulo integrato di compensazione dell'attrito statico e di compensazione dell'attrito radente garantisce il lavoro di superamento dell'attrito e rende il sistema più perfetto.
Metodo di cablaggio consigliato
I seguenti metodi di cablaggio sono basati su AC200-L.
(1) L'interruttore jog è collegato al terminale X3 dell'unità principale (il valore di fabbrica è jog avanti)
(2) L'interruttore di avvio del terminale esterno è collegato all'host X1.
( 3) Il potenziometro della velocità di trazione è collegato a +10 V, VS1 e GND della macchina trafilatrice (unità principale).
(4) L'uscita analogica del terminale host AO1 e del terminale GND sono collegate al terminale VS e Terminale GND della macchina riavvolgicavo.
(5) Cortocircuitare il terminale del ponticello J2 sulla scheda di controllo.
(6) Il potenziometro del tirante è collegato a +10 V, AI e GND terminali dell'inverter serie AC200-L.
Dopo che il valore di feedback della barra di bilanciamento della tensione è collegato all'inverter della macchina per trafilatura serie AC200-L come mostrato sopra, la barra di tensione viene spostata nella direzione dell'oscillazione della barra di tensione in base all'avvolgimento del filo e il segnale di feedback PID (C-09) viene monitorato. Il valore deve essere compreso tra piccolo e grande, generalmente compreso tra 0,0% e 100,0%. Se non rientra in questo intervallo, la posizione del potenziometro di tensione dovrebbe essere modificata in modo che il punto centrale sia a circa il 50,0% e il potenziometro di tensione dovrebbe essere un angolo di 360° potenziometro ad alta precisione; se la regolazione elettrica è problematica, il tirante può essere sollevato direttamente nella posizione fisica intermedia garantita dalla regolazione della tensione del filo, e quindi il valore di feedback del potenziometro è del 50,0%. Questo metodo di impostazione è progettato per garantire che le deviazioni positive e negative della tensione possano essere ottenute dalla barra di tensione per ottenere l'energia di accumulo offset della stessa distanza di posizione.
Parametri consigliati per la trafilatrice (AC200-L)
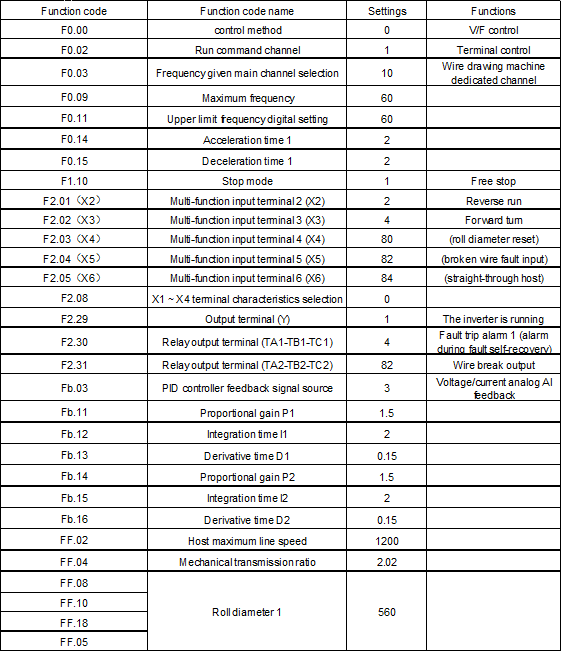
Parametri consigliati per la trafilatrice (AC200-L)
Parametri consigliati per host di conversione a doppia frequenza del tipo di serbatoio dell'acqua (macchina per trafilatura)
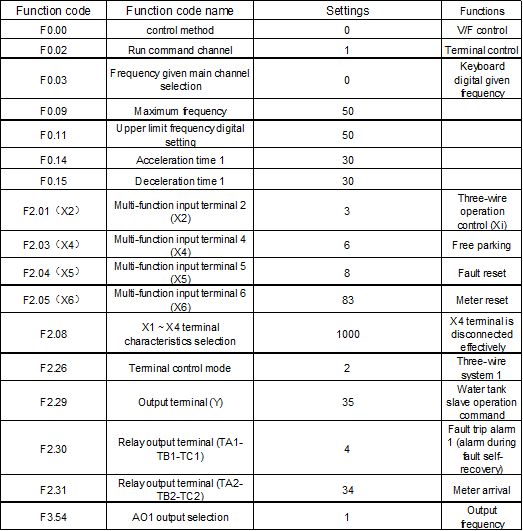
Parametri consigliati per host di conversione a doppia frequenza del tipo di serbatoio dell'acqua (macchina per trafilatura)
Parametri consigliati per la macchina a filo di conversione a doppia frequenza del tipo a serbatoio dell'acqua
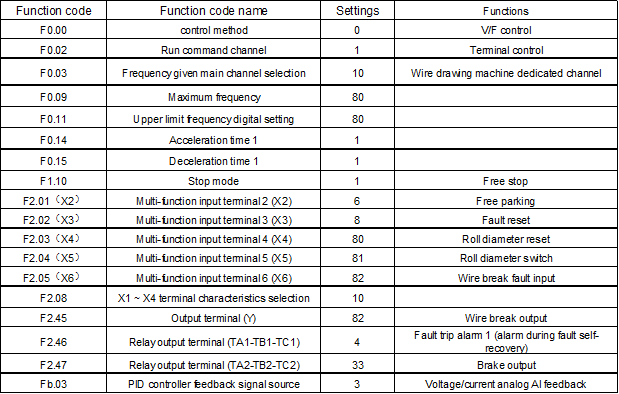
Parametri consigliati per la macchina a filo di conversione a doppia frequenza del tipo a serbatoio dell'acqua
Nota: i valori dei parametri consigliati sopra potrebbero non essere applicabili a determinate condizioni speciali e verranno regolati in base alle condizioni del sito durante l'uso.
Debug dell'inverter
Unità principale, cablaggio della macchina riavvolgicavo
La frequenza di uscita dell'inverter host è collegata tramite la porta di uscita analogica programmabile A01 e il terminale GND alla porta di ingresso corrente AS e GND dell'inverter di ricezione linea; la frequenza di uscita dell'inverter host viene utilizzata come frequenza di feed-forward della macchina riavvolgifilo e della macchina riavvolgifilo. Le regolazioni PID calcolate internamente lavorano insieme per garantire che la tensione della linea retrattile sia costante.< /p>
Cablaggio feedback avvolgimento filo
Le tre estremità del potenziometro della leva di bilanciamento della tensione sono collegate a +10 V, AI e GND dell'invertitore di riavvolgimento e sono impostate in base alla tensione di feedback di posizione massima e alla tensione di feedback di posizione più bassa della leva oscillante [F3.06] e [F3.08], rispettivamente. Può garantire che il valore di feedback PID sia del 50% quando il pendolo è nella posizione centrale. Il potenziometro di feedback della tensione dovrebbe essere un 360° potenziometro ad alta precisione.
Cablaggio resistenza freno
Per garantire che la tensione della linea retrattile sia costante, l'inverter della macchina di riavvolgimento deve accelerare e decelerare in breve tempo. Quando la velocità viene decelerata, la tensione lineare dell'inverter aumenterà. Per garantire il normale funzionamento dell'inverter è necessario un freno esterno. Per la resistenza e la resistenza di frenatura, fare riferimento al Manuale utente dell'inverter serie AC200. La resistenza di frenatura è collegata al (+) e al PB della trafilatrice serie AC200-L.
Funzione di rilevamento rottura filo
Quando il valore di feedback della tensione è inferiore al limite inferiore di rilevamento disconnessione PID [FF.20] o supera il limite superiore di rilevamento disconnessione PID [FF.21] e continua per il tempo impostato da [FF.24], l'inverter è [FF. 25] Il metodo di selezione viene gestito di conseguenza. Limite inferiore allarme filo rotto [FF.20]: impostare il limite inferiore del rilevamento di disconnessione PID della macchina trafilatrice, il segnale di feedback è inferiore al valore del limite inferiore di allarme di disconnessione e continuare [FF.24] Ritardo di valutazione del rilevamento disconnessione, quindi è considerato come disegno La macchina è disconnessa. Limite superiore allarme linea spezzata [FF.21]: impostare il limite superiore del rilevamento del trafilatura della macchina per trafilatura. Il segnale di feedback supera il limite superiore dell'allarme di rottura filo e continua [FF.24] Dopo il ritardo di valutazione del rilevamento della rottura filo, si considera che la trafilatura della macchina sia disconnessa. Ritardo di valutazione del rilevamento della rottura del filo [FF.24]: per evitare falsi allarmi.
Quando il sistema rileva una disconnessione, dopo che il rilevamento della disconnessione ha determinato il tempo di ritardo, segnalerà l'errore di disconnessione. Modalità operativa guasto disconnessione: 0, arresto libero e allarme; 1, solo l'azione del terminale di guasto di disconnessione, quando l'inverter rileva la disconnessione, continua a funzionare. Allo stesso tempo, se il terminale di uscita multifunzione è impostato sull'uscita di disconnessione, il segnale valido viene emesso immediatamente.
Per evitare falsi allarmi durante l'avvio o lo spegnimento, l'inverter può essere impostato per funzionare più a lungo di [FF.22] e la frequenza di uscita dell'inverter è superiore alla frequenza di impostazione [FF.23].
La disconnessione viene rilevata e l'inverter è libero di arrestarsi e segnalare un "E.PID" colpa. Se [FF.25] è impostato su 1, l'errore di disconnessione viene ripristinato automaticamente dopo il tempo impostato [FF.27].
Controllo del freno
Quando lo slave si ferma, viene emesso il segnale di freno (emesso dal terminale di uscita selezionato) e l'uscita viene arrestata immediatamente dopo il tempo impostato da [FF.29]. Durante l'uscita del segnale del freno, se il comando di marcia è valido, arresta immediatamente il freno.







 Lasciate un messaggio
Lasciate un messaggio