 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
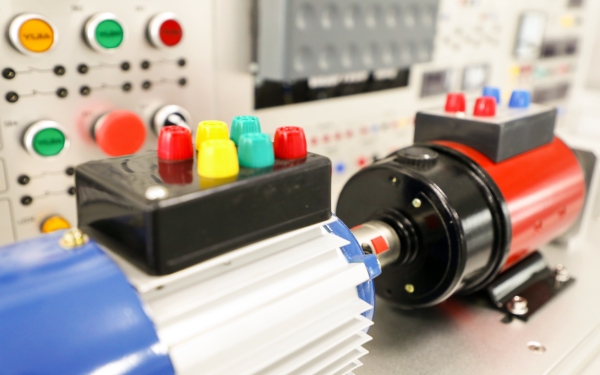
Vietnamese - Tiếng ViệtVFD AC con frequenza AC310 utilizzato su Dye Jigger in Bangladesh

Panoramica del progetto
Sito: Una fabbrica
Data: gennaio 2022
Ubicazione: Bangladesh
Industria: Tessile
Ambito del progetto: Gli inverter con controllo vettoriale ad alte prestazioni sono ampiamente utilizzati nell'industria tessile
Consegne VEICHI: AC Drive serie AC310 VFD
Panoramica
Attualmente, la tintura dei tessuti è un processo importante nel mercato della lavorazione tessile. Il tintore si occupa principalmente del processo di sbiancamento, colorazione, pressatura e macinazione del tessuto finito. Nel controllo del jigger devono essere presenti funzioni di conteggio automatico (numero di caricamento del tessuto), inversione a U automatica (candeggina o tintura ripetuta) e arresto libero (arresto di emergenza stabile senza allentamenti o cadute sul tessuto). Durante l'intero processo, la tensione di trazione e la velocità della linea del tessuto devono essere mantenute a un valore costante. Pertanto è necessario avere un livello di controllo automatico più elevato dell'intero sistema di trasmissione meccanica.

Requisiti del processo
Funzionando come un sistema di controllo dell'arricciatura dell'albero centrale, il dyejigger utilizza due motori asincroni trifase, che azionano il rullo con riduttore per tingere i panni. Il tessuto finito viene prima arrotolato su uno dei rulli tramite il motore di avvolgimento e viene installato un interruttore di prossimità sull'albero di trasmissione del rullo (l'interruttore di prossimità genera un impulso per cerchio). E in questo momento, il regolatore di tensione specializzato viene utilizzato per contare il numero dell'intero tessuto successivo. Dopo l'arrotolamento, un'estremità del tessuto viene fatta passare manualmente attraverso il bagno di tintura e l'albero collegato per essere arrotolata su un altro cilindro e avvolta strettamente. Quando viene avviato il jigger di tintura, il tessuto può essere tinto. I due rulli si muovono nella stessa direzione e devono mantenere una tensione costante sul tessuto. Inoltre, anche il tempo di passaggio del liquido colorante nel tessuto dovrebbe essere lo stesso, ovvero per mantenere una velocità di linea costante. Non vi è alcun feedback sulla velocità della linea e sulla tensione nel sistema di controllo dell'azionamento, pertanto la frequenza di uscita dell'inverter di svolgimento e la coppia di uscita dell'inverter di avvolgimento devono essere regolate per soddisfare i requisiti specifici del sistema di controllo.
Schizzo schematico di controllo

Soluzione dei prodotti VEICHI
Il jigger di tintura adotta il controller di tensione VEICHI AC310 e l'HMI VI10, che impostano principalmente la tensione del tessuto, la velocità della linea di corsa, lo spessore del tessuto e il numero di tempi di tintura, calcolano la frequenza di uscita del motore di svolgimento e la coppia di uscita del motore di avvolgimento e controllano il funzionamento logico dell'inversione a U e dell'arresto automatici. Utilizza la comunicazione RS485 tra inverter e controllore (protocollo di comunicazione Modbus RTU).
Dal diagramma di controllo si può vedere che: Due stessi inverter (18,5KW) funzionano in modalità VC con PG. Durante il caricamento dei tessuti, il controller della tensione registra i numeri circolari del tessuto arrotolato sul rullo, quindi lo spessore del tessuto viene misurato dall'operatore per inserirlo nel controller, che calcolerà accuratamente il diametro del rullo in base allo spessore e cerchi. Quando viene utilizzato il metodo integrale dello spessore, il raggio reale di rotazione può essere facilmente ottenuto con un piccolo errore. Il controller calcola accuratamente la coppia (motore di avvolgimento) e la frequenza di corrispondenza (motore di svolgimento) attraverso il raggio di rotazione reale, l'impostazione della tensione dell'utente e velocità della linea e trasmetterli all'inverter AC310 come parametri di controllo di base dell'avvolgimento e del motore di avvolgimento tramite la comunicazione seriale 485. Pertanto, sono garantiti la velocità della linea costante e il controllo costante della tensione, in cui il controllo costante della tensione è realizzato tramite il controllo della coppia di AC310 inverter.
Basandosi sul principio di funzionamento del dye jigger, possiamo trarre la conclusione che il motore di svolgimento è sempre nello stato di generazione di energia. Solitamente l'unità di frenatura e il resistore di frenatura vengono utilizzati per consumare l'energia dal lato carico sotto forma di calore. Ma un grande spreco di energia elettrica risulterà nelle apparecchiature che funzionano a lungo termine nella produzione di energia. Occupa anche lo spazio del quadro elettrico grazie alla grande scatola della resistenza.
L'inverter VC ad alte prestazioni AC310 supporta il bus CC comune e il bus CC di due inverter è direttamente collegato in parallelo. Quando il jigger di tintura funziona normalmente, la potenza generata dal freno di svolgimento viene restituita al motore di avvolgimento tramite bus parallelo, quindi l'energia elettrica viene completamente utilizzata, migliorando notevolmente l'efficienza energetica. Ma durante l'arresto rapido, due motori sono entrambi in fase di generazione di energia stato e uno degli inverter è ancora in parallelo con un resistore di frenatura, che funziona per breve tempo con un consumo energetico ridotto, prevenendo principalmente guasti da sovratensione causati dall'arresto del sistema.
Conclusione
Il sistema di tintura con inverter VEICHI potrebbe garantire un funzionamento stabile e affidabile e ottenere elevati vantaggi economici per i clienti. E la soluzione complessiva VEICHI è molto apprezzata dai clienti attraverso l'effettivo test di produzione. I vantaggi specifici sono i seguenti:
(1) Interfaccia HMI intuitiva: tutti i parametri possono essere letti e modificati comodamente sul touch screen;
(2) Trasmissione motore-riduttore a frequenza variabile: trasmissione stabile, ambiente pulito, nessuna perdita di olio e minore manutenzione rispetto alle modalità di trasmissione idraulica e CC;
(3) Velocità costante e tensione costante nel senso reale: la velocità costante e la tensione costante sono condizioni ideali affinché il jigger di tintura realizzi il processo di tintura. In passato, a causa di limiti tecnici, non è stato possibile realizzarlo realmente. Con una sola unità di modalità di trasmissione attiva, non è possibile realizzare la velocità di linea costante e la tensione costante. Esisteva un prodotto di transizione con doppia regolazione della velocità CC e trasmissione con inverter a doppia frequenza è il prodotto sostitutivo ideale della trasmissione idraulica e CC, che rappresenta la direzione di sviluppo del jigger;
(4) Elevata precisione del controllo della tensione e della velocità: 300-1000 n (regolabile continua, precisione ±5%), 10~150 m/min (regolabile continua, precisione ±1%);
(5) Elevato grado di automazione: conteggio automatico dei cicli e dei percorsi, rollback automatico, riscaldamento automatico e minore intensità di lavoro. È possibile monitorare più di una macchina; controllo automatico della temperatura per ottenere un aumento della temperatura a velocità costante e il controllo della temperatura della sottosezione. Alimentazione automatica per superare efficacemente la comune differenza di tintura delle confezioni;
(6) Regolazione flessibile della ricetta del processo per ridurre efficacemente il rischio di ordini e cambiare colore facilmente
(7) Forte adattabilità delle varietà: grazie al controllo del programma di ottimizzazione del PLC, le varietà hanno una forte adattabilità e l'operazione non sarà influenzata dallo spessore del tessuto, il che rompe la visione tradizionale secondo cui la macchina per tintura non è disponibile per tessuti sottili;
(8) Diametro del rullo grande: massimo 1,5 m, generalmente migliaia di metri per cilindro, o anche di più per superare efficacemente la differenza tra cilindri. L'inseguimento cilindri è disponibile anche con ordini di decine di migliaia di metri.











 Lasciate un messaggio
Lasciate un messaggio