 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtVFD di azionamento CA a frequenza AC310 utilizzato sull'avvolgimento di tensione nelle apparecchiature per la stampa di pellicole in India

Panoramica del progetto
Sito: stabilimento di lavorazione della plastica
Data: giugno 2022
Ubicazione: India
Industria: Avvolgimento in plastica
Ambito del progetto: Utilizzare il motore di coppia con controllo di tensione AC310, aumentando così la coppia di uscita del motore e controllando la costante di tensione
Consegne VEICHI: VFD AC Drive AC310, motore torque
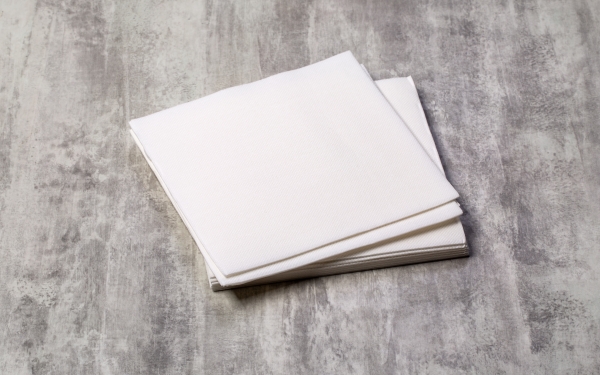
1.I sacchetti di plastica e le pellicole di plastica sono i prodotti principali di questo cliente. In questo stabilimento sono presenti 120 gruppi di linee di produzione in cui i motori con controllo di coppia vengono utilizzati per l'avvolgimento e gli inverter per la trazione. La potenza del motore con controllo di coppia in ciascuna linea di produzione è diversa a seconda dei diversi requisiti. E i requisiti del motore CA vengono utilizzati nell'avvolgimento come di seguito:
(1) Ridurre i costi di manutenzione del motore torque: le apparecchiature del cliente funzionano per 24 ore, con un conseguente elevato costo del tempo investito nella manutenzione e nella revisione.
(2) Ridurre il carico di lavoro dei lavoratori: alcune linee di produzione necessitano di regolazione manuale per il motore di coppia e i lavoratori devono sempre prestare molta attenzione alla situazione dell'avvolgimento, che non solo è molto problematica, ma causa anche una scarsa formatura effetto.
(3) Sostituire il regolatore di tensione in loco: alcune linee di produzione utilizzano contemporaneamente motore di coppia e regolatore di tensione. Il regolatore di tensione aumenta la coppia di uscita del motore contando. Ma in questo modo è difficile garantire il controllo costante della tensione e gli operatori devono reimpostare il diametro del volume quando cambiano i rulli. Il cliente inoltre segnala che la forma di avvolgimento non è molto buona.

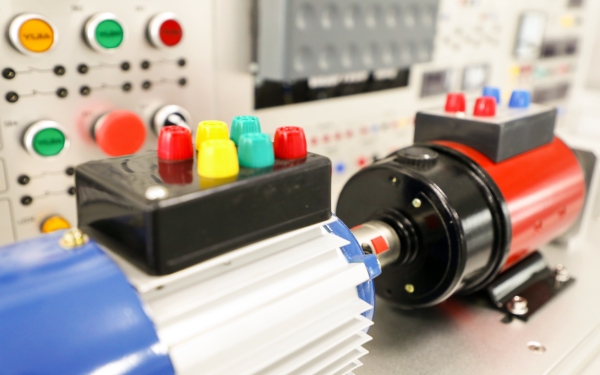
Foto dell'attrezzatura sul posto

Diagramma di trasformazione della linea di produzione

Schema elettrico
Processo di debug
1. L'inverter esegue la funzione di autoapprendimento rotativo sul motore senza carico (passaggio molto importante);
2. Richiedere la massima velocità di linea corrispondente alla massima frequenza di inserimento della parte anteriore dell'avvolgimento dalla fabbrica;
3. Richiedere il rapporto DEC meccanico nel lato avvolgimento dalla fabbrica;
4. Testare il diametro del volume iniziale;
5. Richiede il diametro del volume maggiore durante l'avvolgimento;
6. La formula può essere utilizzata durante il debug:
TN: Coppia motore;
D: diametro attuale del rullo;
F: Tensione;
F0: Impostazione della tensione;
D0: diametro iniziale;
D1: modifica della compensazione del nastro.
Specifica:
Il passaggio 1 consente all'inverter di ottenere parametri motore accurati per ottenere un controllo accurato;
I passaggi 2,3,4 e 5 mirano a fornire dati accurati agli inverter nel calcolo del diametro del volume e sono la chiave per realizzare un controllo costante della tensione nel processo di avvolgimento.
Le formule 1 e 2 del passaggio 6 possono essere utilizzate per calcolare la coppia iniziale e giudicare se il motore è corretto o meno. La formula 3 viene utilizzata per controllare la conicità dell'avvolgimento ed è molto importante anche per la formatura dell'avvolgimento.
Impostazione dei parametri
| Codice funzione | Nome funzione | Valore consigliato |
| F0.00 | Modalità di controllo | 0 |
| F0.02 | Canale di comando in esecuzione | 1 |
| F0.14 | Ora ACC 1 | 0,5 |
| F0.15 | Ora DIC 1 | 1 |
| F2.00 | Terminale multifunzione X1 | 1 |
| F2.01 | Terminale multifunzione X2 | 56 |
| F3.11 | Come impostazione corrispondente al limite inferiore | 8 |
| F7.00 | Modalità di controllo velocità/coppia | 1 |
| F7.01 | Selezione della sorgente relativa alla coppia | 9 |
| F7.10/F7.11 | Selezione del limite di frequenza | 0 |
| F7.12 | Limitazione della frequenza FWD | 100% |
| F7.13 | Limitazione della frequenza REV | 100% |
| F7.16 | Tensione data origine | 0003 |
| F7.17 | Numero di tensione fornito | Basato sul sito |
| F7.20 | Rapporto di trasmissione meccanica | Basato sul sito |
| F7.24 | Metodo di calcolo del diametro del rullo | 0010 |
| F7.26 | Diametro del rullo | Basato sul sito |
| F7.29 | Frequenza di taglio quando viene calcolato il diametro del rullo | 5 |
| F7.31 | Sorgente input velocità linea | 2 |
| F7.32 | Velocità massima della linea | Basato sul sito |
| F7.33 | Velocità della linea più bassa quando viene calcolato il diametro del rullo | Basato sul sito |











 Lasciate un messaggio
Lasciate un messaggio